Stocca di u fabricatore di tubi d'acciaio à pareti spessi

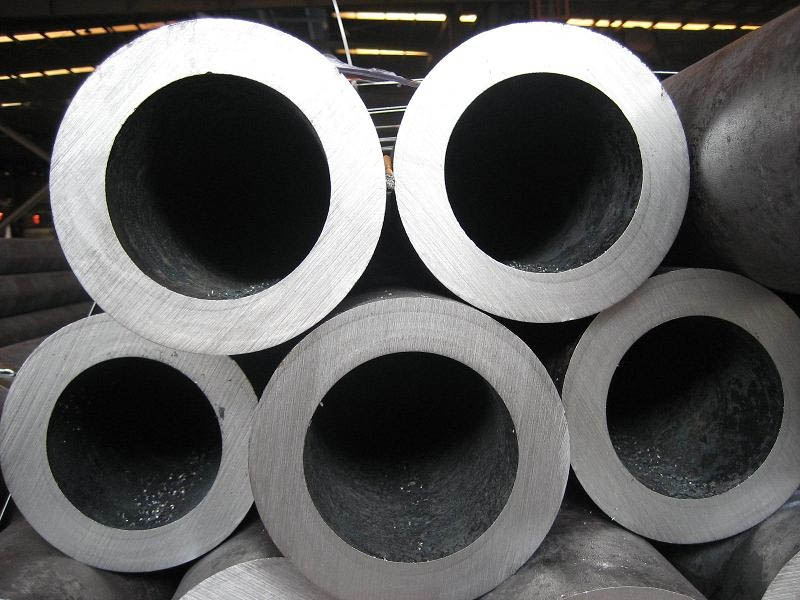
A più grande diffarenza trà pipa d'acciaio di muru grossu è pipa d'acciaio di muru sottile si trova in u spessore di u muru di pipa d'acciaio. In generale, i tubi d'acciaio di muru sottile sò tecnulugia di trafila à friddu, mentre chì i tubi d'acciaio di muru grossu sò generalmente tecnulugia di laminati caldi. S'ellu hè distinatu da unità di misura, hè generalmente cunzidiratu chì u spessore di u muru / diametru di u tubu uguale à 0,05 hè u bacinu d'acqua trà u tubu d'acciaio di muru grossu è u tubu d'acciaio di muru sottile, U tubu d'acciaio di pareti sottili cù un spessore di muru / diametru di tubu menu di 0,05. è a pipa d'acciaio à pareti grossi cù un diametru di più di 0,05. In quantu à l'appiecazione, a pipa d'acciaio à pareti sottili hè soprattuttu utilizata nantu à a pipa. U tubu d'acciaio di muru grossu hè soprattuttu utilizatu in u biancu di e parti cave. Adupratu nantu à i cuscinetti di pressione è i pipelines impurtanti.
Materiali cumunimenti usati in Cina sò: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 0111518B, 011cr17, 011cr17, 011cr17, 011cr17, 011cr17, 011cr17, 011cr14, 011cr14 L290, X42, X46, X70, X80.
Quandu salda i tubi d'acciaio di muru grossu, prima pulisce l'oliu, a pittura, l'acqua, a ruggine, ecc. I grossi seranu aperti più grande è i magre seranu aperti più chjuchi (angle grinder), è dopu u spaziu trà i prudutti, chì hè in generale 1-1,5 volte u diametru di u filu di saldatura o filu di saldatura. Se u groove hè accidentalmente apertu più grande, pò esse riservatu più chjucu. A saldatura spot deve esse realizata almenu in trè punti. In generale, hè più faciule di travaglià in quattru punti. Quandu a saldatura, deve esse a mità di saldatura. U puntu di partenza deve esse circa 1 cm sopra à u puntu di fondu, per chì a cunghjunta pò esse fatta da u latu oppostu. Se u muru di pipa d'acciaio hè grossu, deve esse strattu, almenu dui strati. A seconda capa pò esse saldata solu dopu chì a prima capa hè saldata in un cercolu sanu.
Tubu tondo vuoto → riscaldamentu → piercing → rolling cross triple, rolling continuu o estrusione → stripping pipe → dimensionamento (o riduzzione) → cooling → straightening → prova idrostatica (o rilevazione di difetti) → marcatura
Quandu u gruixu di u muru di pipa d'acciaio ùn hè micca più di 12,5 mm, u rinforzu di saldatura ùn hè micca più di 3,0 mm; Quandu u gruixu di u muru di a pipa d'acciaio hè più grande di 12,5 mm, u rinforzu di saldatura ùn deve esse più di 3,5 mm.
U tubu d'acciaio cù un diametru esterno nominale micca più di 168,3 mm deve esse drittu o secondu l'indice di curvatura accunsentutu da u fornitore è u cumpratore.
Per i tubi d'acciaio cù un diametru nominale esternu più grande di 168,3 mm, a curvatura ùn deve esse più di 0,2% di a lunghezza tutale di a pipa d'acciaio.
Per u tubu d'acciaio cù un grossu di u muru più grande di 4 mm à l'estremità di u tubu, l'estremità di u tubu pò esse trattata cù una groove di 30 ° + 5 ° 0 °, una radica di 1,6 mm ± 0,8 mm, è a pendenza di u tubu hè menu di menu. o uguali à 5 mm.





